������һ�� ���ó��ⷽ��
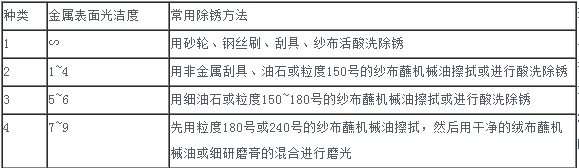
����������ȱ���ij��ó��ⷽ��
����ע��1.��ɫ�����ӹ�����ʴ��Ӧ�����Ȳ�����150�ŵ�ɴ��պ��е�Ͳ��ã�������еĺϽ���治����ɴ�����ã�
����2.���Ȳ�����3����״�мģ�û��С�ס����ۡ��νӵȣ��鲿������6%�������10%�������ٽ�����ϴ��
����3. ����4~6���㲿����Ӧ��������-����ˮ��Һ��ϴ������պ��ҵ������в��ã�
����������-����ˮ��Һ��Ⱥ�ʹ�÷�����
���������� 150��/��
�������� 30��/��
������ϴ�ʶ� 35~95��
������ϴʱ�� 30~60����
����4.��ϴ����������ˮ��ϴ�����ú��п����c4��/����ҵ������2��/����ˮ��Һ�����к�;
����5.��ϴ���⡢�ڳ�ϴ���к͡��ٳ�ϴ�������Ϳ�͵Ȳ���Ӧ�������С�
������������������Ҫ��
����1.������Ӧ���׳����������ֽ�������
����2.�еȳ���Ӧ��������⻬Ϊֹ�������а�״������״���⼣���ڣ�
����3����Ӧ�����������������кڰߴ��ڣ������ü�¼��
����4.Ӧ�������ֽӺ���ͻ�����ı�����Ⱥ���Ͼ��ȣ�����Ӧ��ȡ�״�����ʩ;
����5. �����Ӧ��ú�ͻ�������ϴ�ྻ��ʹ���������ʵ������ͣ�֬��������ͣ�֬���� |